随着城市建筑的不断发展,为节省空间和减轻负荷,各类建筑工程内部的非承重墙一般采用轻质墙板。目前,市面上的轻质墙板的种类较多,其制备方法迥异,使用性能也良莠不齐,那轻质墙板的生产流程都是怎样的呢?
首先了解下轻质墙板生产面临的问题:从使用者的角度来看,现有技术制备的轻质墙板普遍存在有使用强度低和防水性能差的问题,特别是在水体工程项目的使用中存在很大的障碍;从生产者的角度讲,在生产过程中存在的脱模慢、模具周转时间长、墙板强度低、防水性能差以及生产成本高的问题。
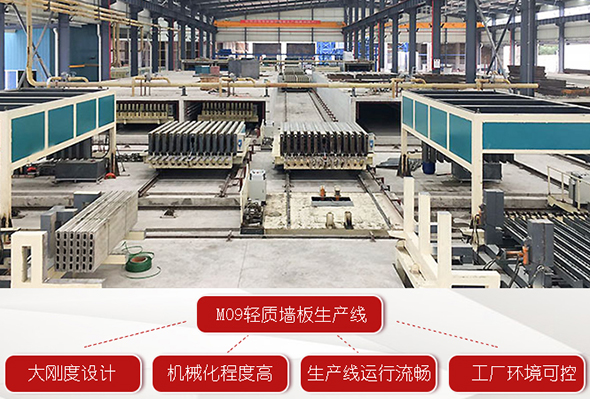
M09轻质墙板生产线:大刚度设计,机械化程度高,生产线运行流畅,工厂环境可控
这些问题已经成为整个行业急需解决的难题,多年来玛纳公司凭借对行业的认知,不断创新,一直引领新型板材装备行业发展,其中M09轻质墙板生产线使用玛纳多项专利技术做支撑,采用立模法机组流水工艺生产,经受住了市场的考验,得到客户的认可,接下来就一起看看轻质墙板的生产流程是怎样的:

M09轻质墙板生产流程图
1工位(抽芯机穿芯):立模机械自动行走至抽芯机工位;抽芯机完成与立模定位、穿芯管
2工位(布料机布料):立模行走至布料机工位,搅拌好料浆落料至布料机集料斗;布料机实现对立模均匀摊铺布料,同时振动机配合震动落料
3工位(静养护):立模完成布料后进入预养护区静养护;待料浆初凝后,进入上面成型工位
4工位(上成型抹面):立模在此工位上抹面机与其定位;上成型机抹压装置完成上面的抹压成型(在料浆上面往复抹面一次)
5工位(抽芯管工位):立模行走至抽芯机工位,并与之定位;抽芯机完成与芯管对接后实现抽芯
6工位(终养护):立模抽芯完成经由摆渡车进入终养护室,进行加温养护(养护室机械开合一次);标准养护室采用分区温度控制,升温区恒温区降温区
7工位(推板机出板机):养护达到强度后立模经由摆渡车进入 推板机工位,并入之定位;立模液压自动开模,推板机推板装置完成板材推入翻板机平台,并清理模腔(不含端模);出板机通过液压系统把板材合拢,翻转,6块一组,分2组
8工位(回程进入工位1):打包好的板材,由行车、叉车或输送机输入后续工位(或者完成品库进行养护);清理完毕,经检查合格的立模,进入抽芯机工位(完成一个工作循环)

上述就是对于轻质墙板的生产流程的讲解,轻质墙板生产线是从几十万到几百万不等的,我们公司会依据客户需求进行生产工厂规划,生产线设计,坚持以最真诚的态度做好每一个项目,欢迎您来总部考察。

